建筑工业化作为当代建筑技术发展趋势之一,我国在20世纪 50 年代,开始在全国建筑业推行标准化、工厂化、机械化,发展预制构件和预制装配式建筑。目前装配式建筑已有一套成熟的施工技术体系,但是对于地下工程的装配式结构研究目前尚处于起步阶段。裴行凯等人对装配式地铁车站二次结构构件连接节点性能进行了研究;甄敬斌对钻孔桩围护加锚索的敞开式基坑的装配式车站施工进行了研究;秦时珍[3]从质量、工期、成本、安全文明施工方面对地铁车站内部二次结构装配式生产进行了思考。发展至今,相对对于地上装配式建筑而言,地下工程装配式结构的相关设计理论和设计、施工工法、施工规范都十分欠缺,相关研究还亟待深入。
1 装配式二次结构简介
本文依托项目为无锡地铁 3 号线 09 标高浪东路站装配式二次结构。预制构件包括:预制楼梯、预制站台板、预制轨顶排风道。预制构件混凝土强度等级为 C 35。其中,预制楼梯位于车站 12~14 轴,作为车站站台层及站厅层乘客上下楼梯,为双跑直上楼梯,梯长 11.84 m,中间休息平台长 1.5 m,梯高 4.85 m,梯宽 2.1 m。考虑运输及吊装能力,划分为 4 块安装,上下跑各划分为 2 块,每块宽度 1.05 m。
预制站台板共计位于车站 4~7 轴,总长度为 25.2 m,纵向分 14 段,横向分为 4 段,由“π”型件及“一”字型件组合形成,布置在底纵梁两侧。
预制轨顶排风道位于车站 4~10 轴,总长度为 52.6 m,纵向共分 35 小段。
车站内除上述范围内二次结构为预制装配式形式,其余均为现浇结构。
2 装配式构件标准块划分与模具制作
预制楼梯:预制楼梯为直行双跑型,仅预制梯板段,楼梯的梯梁及梯柱需要提前现浇完成,梯板段上下两跑每跑平行布置 2 块,共计 4 块,梯板大小尺均完全一样,采用 1 套模具进行生产。
预制站台板:预制站台板由“π”型件及“一”字型件组合形成,“π”型件牛腿与底板纵梁共同承托“一”字形站台平板件,类似简支板。两种构件各 28 块,共计 56 块,“π”型件靠近轨道一侧侧墙设有风洞,为避免分块时风洞恰好位于构件边缘,因此“π”型键及“一”字形键设有限位装置,可调节每节段构件的(共 14 段)纵向长度,使孔洞位于构件的中部,预制站台板采用 2 套模具。
预制轨顶排风道:预制轨顶排风道通过预埋在风道两侧矮墙的高强螺栓连接,穿过中板预留洞,悬吊安装在中板底部,预制轨顶排风道共 35 块,同样为避免风道风洞位于构件边缘,风道尺寸有两种,一种为不含或只含一个孔洞,单块纵向长度为 1.4 m,另一种含 2 个洞口,纵向长度为 1.69 m,两种尺寸组合可满足轨顶风道构造要求,预制轨顶排风道采用 1 套模具。
3 装配式构件生产及运输
预制 PC 生产工艺是采用固定台座,作业人员在各个工位间依序完成本工序的操作。根据工序,分为模具清理、钢筋骨架制作及入模、预埋件安装、混凝土浇捣、收水抹面、蒸汽养护,最后再将达到起吊强度的构件脱模起吊,进行下一个周期的轮转。
详细生产流程为:钢模清理→骨架制作→骨架入模→预埋件安装→混凝土浇捣→收水抹面→蒸汽养护→脱模拆配件。
预制构件生产完成经养护达到设计强度,并且施工现场具备拼装条件,构件便可采用平板拖车运输至现场拼装,装车时先在车厢底板上做好支撑与减震措施,以防构件在运输途中因震动而受损,如装车时先在车厢底板上铺 2 根 100 mm×100 mm的通长木方,木方上再垫 15 mm 以上的硬橡胶垫或其他柔性垫。
4 装配式构件现场拼装
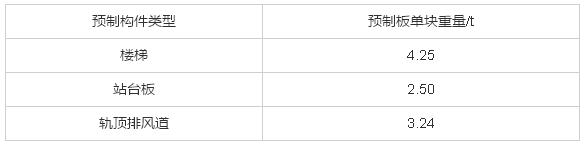
预制构件由地面吊入车站内采用 25 t 汽车吊进行吊装,经车站端头垂直吊入-2 F。预制构件在车站内水平运输及站台板安装借助叉车进行运输、安装,轨顶排风道安装采用托举车进行升降安装,预制构件的重量如表 1 所示。
表 1 预制构件重量表
4.1 预制楼梯拼装
预制楼梯为双跑楼梯,吊装顺序为先吊装下跑楼梯,再吊装上跑楼梯。其拼装流程为:运输→起吊→安放→接头处理→上一层楼梯安装。
对梯板的位置及标高进行复测,确认拼装误差在设计允许范围内,对梯板与梯梁构造缝按设计图纸进行处理。
4.2 预制轨顶排风道
预制轨顶排风道拼装采用定制一体化钢架托举车进行水平运输及拼装,其拼装流程为:运输→顶升托举→固定→站厅层灌浆→紧固→下一块轨顶排风道安装→块间灌浆。
4.3 预制站台板
预制站台板“π”型件及“一”字型件在车站内部均通过叉车水平运输,共 28 对“π”型件及“一”字型件。
其拼装流程为:运输→地面平整→“π”型件→灌浆→“一”字型件→构件间灌浆→下一块“π”型件→……→“一”字型件现浇。
预制站台板细部构造处理如下:
(1)站台板侧墙与底板采用浆锚连接。
(2)“π”型件牛腿处与“一”字型件、“一”字型件与中柱交叉位置通过螺栓灌浆连接。
(3)“π”型件牛腿处与“一”字型件拼缝处用聚苯填充。
(4)底纵梁两侧“一”字型件通过后浇带现浇连接。
5 结 语
地铁车站预制装配式二次结构在生产和施工方面相较有诸多优势。在工期上,预制构件由构件厂单独生产,不占用现场关键路线时间,现场拼装可以多工作面流水作业拼装。现浇结构需要分段多次施工,并且地铁车站二次结构受环境影响(如净空高度等)施工难度大。在强度方面,预制构件采用机械振捣及蒸汽养护,容易达到混凝土标准施工及养护条件,而现浇结构受人为、管理等因素影响则不易达到。预制构件由单个构件组合形成整体,接缝较多,现浇结构一体浇筑成型,接缝较少。
从本项目来看,地铁车站装配式二次结构不具备经济性优势,主要体现在模具及安装设备的研发与制作、运输的成本及增加的预留预埋件。如要解决经济性问题,笔者认为可以从设计阶段考虑二次结构的预制率与重复率,减少模具的数量,规模化生产,减少预留预埋件,也就间接降低了成本。
目前,装配式地铁车站技术正处于探索阶段,未来,从车站分级分类的现场装配预制化朝着工厂式装配预制发展,统一标准、统一规范,实现装配式车站技术广泛的运用于地下工程建设,以更加安全、环保、高效促使城市基础设施建设的快速发展,为社会经济发展注入不竭动力。
摘自《建筑科技》