1 工程需求
昆明绕城高速公路西起高饶立交,沿线经过草海、河尾村、徐家堆(庄家塘)、六甲乡、上五甲、罗衙村、照西村、杜家营(昆玉高速)、跨越昆河铁路、南昆线,止于东连接线民办科技立交园,全长24.998 km。从工程造价的角度进行考虑,该高速公路工程桥梁的上部结构采用以简支预制小箱梁为主,现浇连续箱梁为辅的结构形式,全线共需预制小箱梁 6 000 多片,梁高分别有 1.2 m、1.4 m、1.7 m、1.9 m 等,且梁长差异较大,给标准化生产带来极大的难度。
2 预制小箱梁与现浇连续箱梁的比较
通过从经济性、工期、施工工艺等方面进行对比,可以明显看出两者的差异。
2.1 现浇连续箱梁
1) 一联现浇连续箱梁生产周期从地基处理、支架搭设、混凝土浇筑、张拉及孔道压浆计算,一般需要 45 d。
2) 现浇连续箱梁对于几何尺寸要求相对较低,但预应力张拉顺序及次序比较复杂,在施工中必须严格进行控制。
2.2 预制小箱梁
1) 在满足耐久性、安全、美观的前提下,预制小箱梁比现浇连续箱梁工程造价相对较低。
2) 1 片预制小箱梁生产周期从预制小箱梁制作到架设,一般需要 14 d,按照每天生产 3~4片,与 1 联现浇连续箱梁相比,4 跨 20 片预制小箱梁的施工时间更为节省。
3) 预制小箱梁对于几何尺寸要求较高,但预应力张拉顺序比较简单。
4) 预制小箱梁在安装完成之后工序较多,包括湿接缝、端横梁等。该工程预制小箱梁的支座采用板式橡胶支座,故在安装过程中必须采取避免板式橡胶支座产生剪切变形的措施;同时,其对湿接缝的混凝土提出了很高的要求,即收缩率需等于膨胀率。
5) 预制小箱梁制作前,需进行预制小箱梁场地建设及需要行车进行配合施工;预制小箱梁安装时需采用双机抬吊方式进行吊装,故需要进行地基处理,同时还需要各种大型机械设备的配合工作。
6) 因预制小箱梁处在不同曲线上,长度各异,在生产过程中必须标明预制小箱梁的大小里程号、横坡方向、编号等,确保预制小箱梁安装顺利。
3 预制小箱梁生产工艺
该工程全线设 5 个预制小箱梁生产场地,采用2 种生产工艺。2 种生产工艺均采用由两端拆除的方式进行模板拆除,以 20 m 长预制小箱梁为例,对模板制作及混凝土浇筑顺序进行比较。
3.1 第一种生产工艺
预制小箱梁外模采用 4 节 5 m 长的钢模板,起抗剪作用的端横梁主筋采用预埋接驳器的方式进行预制小箱梁生产,预制小箱梁两端横隔梁在内芯模拆除后先进行混凝土浇筑,在混凝土强度达到设计及规范要求的张拉混凝土强度后,进行预应力张拉及孔道压浆施工,最后再进行封锚施工,见图 1。
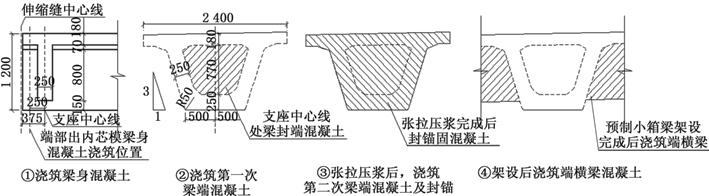
图1 第一种生产工艺流程
3.2 第二种生产工艺
预制小箱梁外模板设置调节块,起抗剪作用的端横梁钢筋伸出预制小箱梁外,预制小箱梁两端横隔梁在内芯模拆除后一次性将混凝土浇筑完成,只是在张拉槽口位置预留张拉孔,以便进行预制小箱梁张拉。在预应力张拉及孔道压浆完成后,进行张拉口的封锚施工,见图 2。
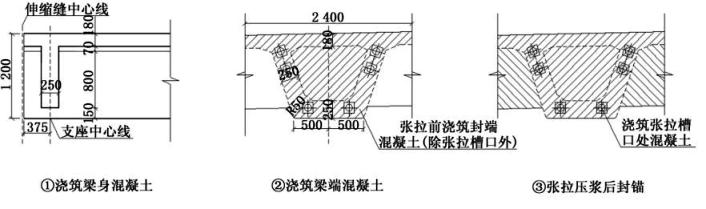
图2 第二种生产工艺流程
3.3 2 种生产工艺的比较
第一种生产工艺无论从生产工期、经济合理性还是质量方面均存在较大的缺陷:
1) 从生产工期上看,需在端部横隔梁达到设计及规范强度后方可进行预制小箱梁张拉及孔道压浆施工,故需增加至少 4 d 的时间;
2) 从经济合理性方面看,端横梁采用接驳器方式进行连接,一方面,增加了接驳器的施工费用;另一方面,在端横梁施工前需要进行接驳器的凿除施工,增加了施工成本;
3) 从质量上看,一方面,接驳器位置精确性要求较高,在凿出时需要对接驳器进行保护;另一方面,在凿出接驳器的过程中,对预制小箱梁外观质量影响较大,并且会产生水平力,对板式橡胶支座产生剪切变形,影响桥梁的使用寿命。
4) 伸缩缝预留插筋位于梁身混凝土外的封端混凝土处,新老混凝土结合面处理困难;预制小箱梁端部横隔梁施工分 2 次进行,也存在新老混凝土结合面的处理问题,横隔梁混凝土与预制小箱梁梁身混凝土不容易形成整体,在桥梁使用过程中,支座处容易产生混凝土裂缝。
第二种生产工艺比第一种有所改进,如:节约了接驳器的使用及凿出成本;端部横隔梁一次浇筑混凝土,减少了新老混凝土结合面的数量。但在端部横隔梁与预制小箱梁梁身处,仍存在需处理新老混凝土结合面的问题。
4 对预制小箱梁生产工艺的优化与建议
1) 预制小箱梁的端横梁起抗剪作用,在桥梁的使用寿命中起着十分关键的作用。因此,在预制小箱梁生产时,在预制小箱梁外侧钢模板配置过程中设置调节块,避免采用接驳器方式。
2) 预制小箱梁端横梁位于桥梁支座处,其质量影响到桥梁的使用功能。建议采用由箱梁顶部预留洞口(直径为 20 cm)进行内芯模拆除的方式进行预制小箱梁制作。在拆除内芯模时,由于混凝土水化热产生的较大热量对施工人员有影响,则预留的洞口可进行通风。
3) 减少预制小箱梁梁长差异,采用 2 种方法。
(1) 将每一联范围内的盖梁相互平行,并将每一联结束处的盖梁做成大小头。一联范围内的梁长虽然相同,但存在以下问题:
① 前几个盖梁平面形状为平行四边形,且每个盖梁之间的内角角度互不相同,增加了盖梁施工难度;
② 最后一个盖梁需按大小头设计成异形盖梁,导致景观性差,横向箍筋尺寸沿盖梁长度方向变化,钢筋放样、加工工程量增加。
(2) 将每个盖梁独立调整成大小头处理,虽每跨范围内的梁长相同,但存在以下问题:
① 在缓和曲线段,跨与跨之间的梁长依然各不相同;
② 缓和曲线段不同半径的圆曲线段,每个大小头盖梁的平面尺寸均有差异,即便在同一跨内,左右幅桥梁的盖梁尺寸也有明显差异,因此,会造成盖梁品种的增加。
虽然这 2 种方法能减少预制小箱梁梁长差异,然后却增加了下部结构施工难度。
4) 为保证预制小箱梁制作的标准化,在进行线路设计的过程中,应通过优化线路要素控制,使预制小箱梁的梁长尽量统一。
5 结语
虽然预制小箱梁生产过程中安全风险较现浇连续箱梁小,但预制小箱梁在生产过程中,各项工作必须充分准备,合理筹划,统一管理,才能确保预制小箱梁生产的顺利进行。
预制小箱梁较现浇连续箱梁施工工艺简单,但是后续工序较多,需投入的人力、物力相对较多、对人员的素质提出很高要求。
施工工艺的选择将很大程度上决定施工工期及施工质量,在进行施工筹划时需充分考虑。摘自《上海隧道》